



35 Years
Experience with hazardous waste
8000 h / year
Guaranteed availability
97%
Typical uptime
0 liter / day
Operational auxiliary burner fuel
24/7
Continuous operation
2
Plant operators per shift

35 years expertise with hazardous waste incineration
Are you looking for an in-house hazardous waste disposal solution, instead of nonstop paying huge amounts for outdoor incineration?
Then, don’t look any further!
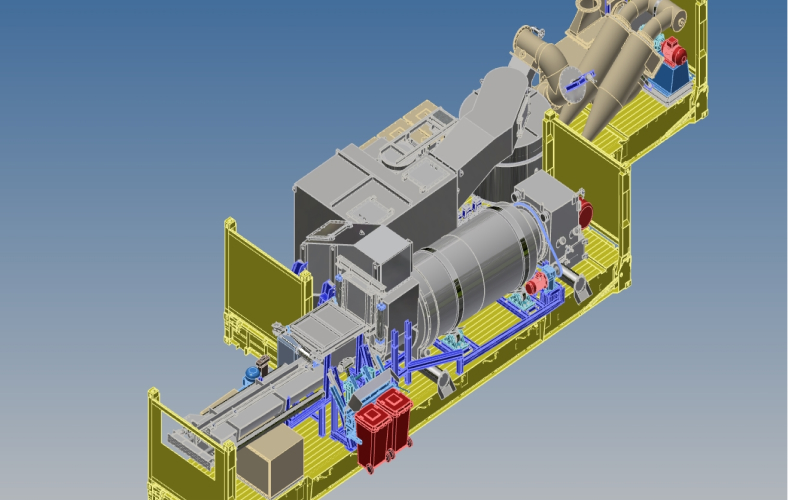
Dutch Incinerators builds reliable and durable incinerator plants, to safely and environmentally destroy complex heterogeneous hazardous wastes.
Dutch Incinerators’ engineers have comprehensive knowledge, skill and experience in designing, manufacturing, commissioning and operating the most advanced incinerators for thermal treatment of destructive harmful wastes.
Our incineration plants are equipped with: dual combustion chambers, adaptable automatic waste feeding systems for solid / semi-solid / liquid and gaseous wastes, waste-to-energy solutions and operate in full compliance with the highest possible standards.
With Dutch Incinerators, your special waste is in the right hands!
Stop paying high disposal gate fees for outdoor destruction of your hazardous wastes and invest in our robust, reliable and emission compliant first-class incinerator plant from Dutch Incinerators.
Lucas Van Den Broeck
Sales & Marketing Director, DI Sales

TES / Rayong 2
Thailand project
We are pleased to announce that Dutch Incinerators has completed the project of a second Medical Waste Thermal Treatment Center in Rayong Province/Thailand, ordered by Thai Environment Systems Ltd. Part. (TES Group). Our team worked tirelessly to ensure that the 3MW incineration plant was installed and commissioned on time. Plant handover took place in November 2023.
TES / Nonthaburi 3
Thailand project
On behalf of Thai Environment Systems Ltd. Part. (TES Group), Dutch Incinerators has installed a third Medical Waste Thermal Treatment Center in Nonthaburi Province/Thailand, with a 3MW thermal input capacity. The plant commissioning process was carried out successfully by the DI engineering team in November 2023.
Grundon / Avonmouth
United Kingdom project
Grundon Waste Management-Benson has awarded the joint-venture company Environ DI Ltd (Environ Services Ltd + Dutch Incinerators BV) with an EPC contract, to deliver a 20MW hazardous waste thermal treatment plant, including our robust hazardous waste shredding & pumping system. The incineration plant is scheduled to be operational at the end of 2025.
Our innovative designs might come with a higher Capital Expense (Capex), but will pay back themselves in a relatively short term, due to our low operational and maintenance cost.
Lucas Van Den Broeck
Sales & Marketing Director, DI Sales
Our references
Today’s Dutch incinerators’ reliable hazardous waste treatment plants are originated and developed on the solid basis of profound education, together with 35 years practical learning experience.
All technical and operational knowledge built up in the past 3.5 decades has put Dutch Incinerators in a privileged position of competitive superiority.
Visit our References page to discover the distance we traveled to become specialist in hazardous waste treatment.
Find out how we built up our expertise!
Contact